CBN研削ホイールの穴あけ用バブルアルミナ
「毛穴形成」はなぜ重要なのでしょうか?
研削ホイールは固体構造ではないため、内部の適切な気孔数が重要です。主に以下の機能を果たします。
冷却と熱放散: 研削中、気孔が冷却剤を効果的に研削ゾーンに運び、大量の熱を運び去って、ワークピースと研削ホイールの焼けを防ぎます。
チップの収容と除去:研削中に生成された微細なチップを保管するスペースを提供し、チップの排出を助け、ホイールの詰まりを防ぎ、鋭さを維持します。
自生力の向上:鈍くなった砥粒が速やかに剥離し、新しい鋭利な砥粒が作業に作用することで、安定した研削効率を維持します。
振動吸収:研削工程中の振動を軽減し、表面仕上げを向上させます。

説明:
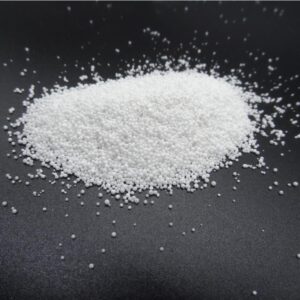
バブルアルミナは、優れた耐高温性、優れた断熱性、優れた耐熱衝撃性、そして高い強度を備えています。これらの材料は嵩密度が低く、熱容量も低いため、高温炉の熱効率を向上させ、生産サイクルを短縮し、炉の重量を大幅に軽減することができます。高温炉のライニングに直接使用することができます。
製造工程 – バブルアルミナ
アルミナ原料は電気アーク炉で2200℃で溶解されます。溶湯を注ぎ出す際に、高圧空気を吹き付けることで、溶湯を小さな液滴に分散させます。冷却過程で、液滴は表面張力の影響でアルミナ中空球を形成します。得られた中空球はふるい分けされ、微粉や大きな破片、粒子が除去されます。鉄分は磁性鉄で除去されます。破損した球は選別機で除去されます。その後、アルミナ中空球は完成品として包装されます。
|
化学データ |
||||||||||
|
サイズ |
アルミナ |
Fe2O3 |
SiO2 |
ナトリウム |
酸化マグネシウム |
K2O |
高い |
|||
|
1~2mm |
≥99% |
≤0.15% |
≤0.3% |
≤0.5% |
≤0.1% |
≤0.1% |
≤0.1% |
|||
|
物理データ |
||||||||||
|
かさ密度 |
耐火性 |
外観 |
||||||||
|
0.5~1g/cm3 |
1800° |
白い中空球 |
||||||||
| |
||||||||||
嵩密度(g/cm3)
| サイズ | 5~4mm | 4~3mm | 3~2mm | 2~1mm | 1~0.5mm | 3~0.2mm | 0.5~0.2mm |
| グラム/cm3 | 0.45 | 0.55 | 0.65 | 0.75 | 0.85 | 0.85 | 0.95 |

バブルアルミナパッケージ:
25kg/PVCバッグ、40 PVCバッグ/ジャンボバッグ